
Distillation is a widely used process in the chemical industry for separating mixtures based on their boiling points. It is a physical method that utilizes the differences in boiling points of the components of a mixture to separate them. The process involves heating the mixture to vaporize the components and then cooling and condensing them to collect the purified components.
There are several types of distillation, including simple distillation, fractional distillation, and vacuum distillation. Each type of distillation has its own set of applications and advantages. Simple distillation is used to separate liquids with a large difference in boiling points, while fractional distillation is used for mixtures with small differences in boiling points. Vacuum distillation is employed when the boiling points of the components are too high and need to be lowered.
Applying distillation in various industries has proven to be highly effective in obtaining pure and high-quality products. It is commonly used in the production of alcoholic beverages, such as vodka and whiskey, where impurities are removed through distillation to achieve the desired taste and alcohol content. Distillation is also used in the petroleum industry to separate crude oil into different fractions, such as gasoline, diesel, and lubricants.
In addition to its use in the chemical and petroleum industries, distillation is employed in various other applications. It is used in the pharmaceutical industry to purify drugs and separate active ingredients. Distillation is also commonly used in the production of essential oils, where steam distillation is employed to extract aromatic compounds from plant materials.
Understanding the Concept of Distillation
The process of distillation is a widely used technique in chemistry and industry to separate mixtures based on differences in boiling points. It is a physical separation method that is particularly effective for separating liquids from liquid solutions or mixtures. By understanding the concept of distillation, one can appreciate its applications in various fields and industries.
Distillation is based on the principle that different substances have different boiling points. In a mixture of liquids, each component will have its own boiling point. By heating the mixture, the substance with the lowest boiling point will vaporize first, while the others remain in liquid form. The vapor is then collected and condensed back into a liquid, resulting in the separation of the components based on their boiling points.
Distillation finds extensive use in the production of alcoholic beverages. For example, in the production of whiskey, distillation is used to separate the alcohol from the fermented grain mash. The process involves heating the mash, and the alcohol vaporizes, while other undesirable components are left behind. The vapor is then collected and condensed to obtain the distilled alcohol.
Distillation is also commonly used in the petroleum industry to separate crude oil into its various components. Crude oil is a complex mixture of hydrocarbons, and distillation allows for the separation of these components based on their boiling points. The process begins with heating the crude oil, and different fractions such as gasoline, diesel, and kerosene are obtained at different temperature ranges.
Moreover, distillation plays a crucial role in the production of pharmaceuticals and chemicals. It is used to purify and separate different compounds, ensuring their quality and desired properties. By carefully controlling the temperature and pressure during distillation, manufacturers can obtain pure substances with specific properties, essential in the formulation of medicines and chemicals.
In conclusion, distillation is a fundamental process that allows for the separation of components in a mixture based on their boiling points. It finds applications in various industries, including the production of alcoholic beverages, petroleum refinement, and pharmaceutical manufacturing. Understanding the concept of distillation enables scientists and engineers to harness its power for different purposes, ensuring the purity and quality of substances.
Benefits of Applying Distillation Answers
Distillation is a widely-used process in various industries, providing numerous benefits. By applying distillation answers, companies can achieve improved product quality, increased efficiency, and cost savings.
1. Improved Product Quality: Distillation allows for the separation and purification of different components in a mixture, resulting in higher quality end products. This is particularly important in industries such as pharmaceuticals, where purity and consistency are critical. By using distillation answers, companies can ensure that their products meet the required standards and specifications.
2. Increased Efficiency: Distillation enables the recovery and reuse of valuable components from waste streams or by-products. By utilizing distillation answers, companies can optimize their processes and minimize losses, leading to increased efficiency. This can also contribute to sustainability efforts by reducing waste and resource consumption.
3. Cost Savings: Distillation can be a cost-effective solution for companies, as it allows them to separate and concentrate desired components without the need for expensive equipment or processes. By using distillation answers, companies can achieve cost savings by reducing the amount of raw materials needed and minimizing energy consumption.
4. Versatility: Distillation answers can be applied to a wide range of industries and applications. From the petrochemical industry to the food and beverage industry, distillation offers a flexible and versatile solution for separation and purification needs. The ability to adapt distillation processes to different requirements makes it a valuable tool for many businesses.
Overall, applying distillation answers can bring various benefits to companies, including improved product quality, increased efficiency, cost savings, and versatility. By leveraging the power of distillation, businesses can enhance their processes and gain a competitive advantage in the market.
Factors to Consider when Applying Distillation Answers
Distillation is a widely used separation technique in various industries, and choosing the right distillation answers can have a significant impact on the efficiency and effectiveness of the process. There are several important factors to consider when applying distillation answers to ensure optimal results.
1. Feed Composition and Properties
The composition and properties of the feed entering the distillation system play a crucial role in determining the operating parameters and design of the distillation column. It is essential to have a thorough understanding of the feed’s characteristics, including its boiling points, volatility, and impurities levels, to choose the appropriate distillation answers. The feed composition may affect the choice of trays, packing materials, reboiler and condenser duty, and other specifications.
2. Desired Product Specifications
The desired product specifications define the purity and composition requirements for the distillate and bottoms products. These specifications will determine the number of separation stages required and the level of reflux needed for achieving the desired separation. Additionally, the desired product specifications should align with the market demand and any regulatory requirements that may be applicable to the particular industry.
3. Energy Efficiency
The energy consumption of the distillation process is a significant consideration when selecting distillation answers. Maximizing energy efficiency can reduce operating costs and environmental impact. Various factors can affect energy efficiency, including the choice of heat exchangers, reboiler and condenser designs, and the use of energy-saving techniques such as heat integration and vapor recompression.
4. Equipment Selection and Design
The selection and design of distillation equipment, such as trays or packing materials, reboilers, and condensers, are crucial factors that can impact both the performance and cost of the distillation process. The equipment must be suitable for the specific separation requirements and capable of handling the feed properties and operating conditions. Factors such as pressure drop, heat transfer efficiency, and corrosion resistance should be considered when choosing the equipment.
5. Process Safety
Safety is a paramount concern in any industrial process, including distillation. Factors related to process safety, such as the flammability or toxicity of the feed and products, should be taken into account when applying distillation answers. Adequate safety measures, such as proper ventilation, emergency shutdown systems, and equipment design that minimizes the risk of leaks or spills, should be considered to protect personnel and the surrounding environment.
By carefully considering these factors when applying distillation answers, industries can optimize their separation processes and achieve desired product specifications efficiently and effectively.
Step-by-Step Process of Applying Distillation Answers
In order to apply distillation answers, it is important to follow a step-by-step process. This process involves several key steps, each of which plays a crucial role in achieving successful distillation.
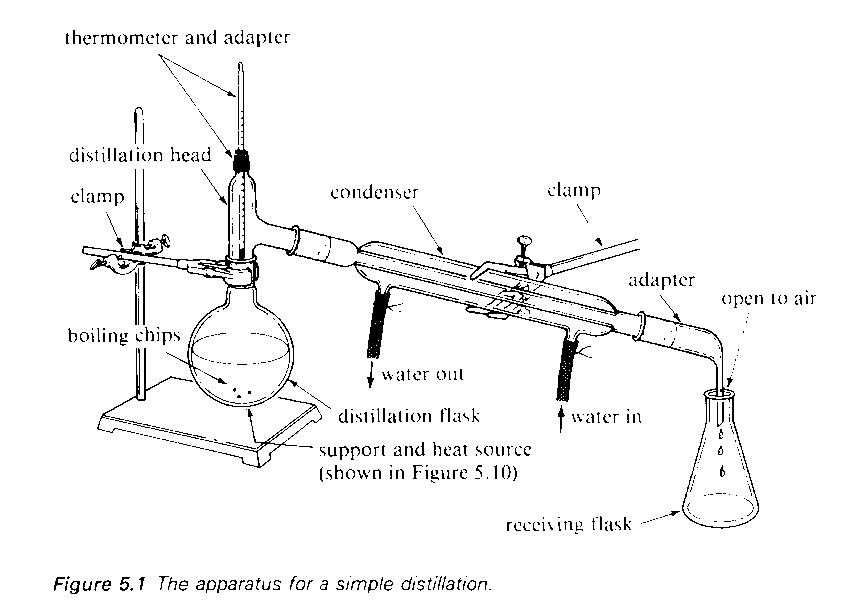
1. Set up the distillation apparatus: The first step is to assemble and set up the distillation apparatus. This typically includes a distillation flask, a condenser, and a receiver. The distillation flask is filled with the liquid mixture to be distilled, and the condenser is connected to the flask. The receiver is placed at the other end of the condenser to collect the distilled liquid.
2. Apply heat: Once the apparatus is set up, heat is applied to the distillation flask. This heat causes the liquid mixture to vaporize, separating the components based on their boiling points. The vaporized components then travel through the condenser, where they are cooled and condensed back into liquid form.
3. Collect the distillate: As the condensed liquid travels through the condenser, it drips into the receiver. This liquid is known as the distillate, and it contains the separated components of the original liquid mixture. The distillate is collected and can be further analyzed or used for various purposes.
4. Monitor the temperature: Throughout the distillation process, it is important to monitor the temperature of the distillation flask. This helps ensure that the heat is applied at the right intensity and allows for better control of the distillation process. Temperature changes can indicate the separation of different components and help determine when the distillation is complete.
5. Repeat if necessary: Depending on the desired level of purity, the distillation process may need to be repeated multiple times. Each repetition helps further separate the components and increase the purity of the distillate. This step can be repeated until the desired level of separation and purity is achieved.
By following these steps, distillation can be successfully applied to separate components of a liquid mixture. It is a precise and controlled process that requires attention to detail and proper equipment. Distillation is widely used in various industries, including the chemical, pharmaceutical, and food industries, to obtain pure substances or separate and purify different components.
Common Challenges when Applying Distillation Answers
When it comes to applying distillation answers, there are several common challenges that individuals and companies may face. These challenges can range from technical difficulties to logistical issues. To ensure a successful distillation process, it is important to be aware of and address these challenges.
1. Equipment and process design: One of the primary challenges is designing and selecting the appropriate distillation equipment and process. This includes determining the optimal column configuration, selecting the right types of trays or packing, and ensuring the equipment is capable of handling the desired separation. It is crucial to have a thorough understanding of the feed composition and desired product specifications in order to make informed decisions about the equipment and process design.
2. Energy efficiency: Distillation processes can be energy-intensive, so achieving energy efficiency is another challenge. This includes optimizing the heat integration within the distillation system, minimizing heat losses, and implementing energy-saving techniques such as heat pumps or vapor recompression. Improving energy efficiency not only reduces operational costs but also contributes to sustainability goals.
3. Controlling impurities: Controlling impurities in the feed and product streams is a challenge that must be addressed to ensure the desired separation is achieved. Impurities can cause fouling or decrease the efficiency of the distillation process. Effective pretreatment techniques, such as filtration or chemical treatment, may be necessary to remove impurities and ensure the quality of the final product.
4. Scale-up: Scaling up a distillation process from laboratory-scale to industrial-scale can be challenging. Factors such as heat transfer, mass transfer, and fluid dynamics may behave differently at larger scales, requiring adjustments in the process design and equipment. It is important to conduct pilot-scale testing and simulations to ensure the process can be successfully scaled up without compromising efficiency or product quality.
5. Troubleshooting and optimization: Even with careful planning and design, distillation processes may encounter issues during operation. These can include tray or packing fouling, column flooding, or changes in feed composition. To address these challenges, troubleshooting techniques and optimization strategies must be applied. This may involve adjusting process parameters, optimizing reflux ratios, or implementing control strategies to maintain optimal performance.
In conclusion, applying distillation answers can be complex and challenging. However, by addressing these common challenges and continuously improving the distillation process through optimization and troubleshooting, it is possible to achieve efficient and effective separations.
Case Studies: Successful Implementation of Distillation Answers
Throughout various industries, the implementation of distillation answers has proven to be highly successful in improving efficiency, cost-effectiveness, and productivity. In this section, we will highlight a few case studies that demonstrate the positive impact of incorporating distillation answers into different processes.
Case Study 1: Chemical Manufacturing
In a chemical manufacturing plant, the implementation of distillation answers resulted in a significant reduction in energy consumption. By optimizing the distillation process, the plant was able to recover and reuse heat that would have otherwise been wasted. This not only reduced energy costs but also improved the overall sustainability of the operation.
The distillation answers also improved the product purity, leading to higher product yields and reduced waste. The plant was able to produce a larger quantity of high-quality chemical products, resulting in increased sales and improved customer satisfaction.
Case Study 2: Oil Refinery
An oil refinery implemented distillation answers to improve the separation of crude oil into its various components. By fine-tuning the distillation process, the refinery was able to increase the production of valuable products such as gasoline and diesel fuel.
The distillation answers also enabled the refinery to reduce the presence of impurities in the final products. This resulted in improved product quality and compliance with stringent industry standards. Additionally, the implementation of distillation answers improved the refinery’s operational efficiency, leading to cost savings and increased profitability.
Case Study 3: Pharmaceutical Industry
In the pharmaceutical industry, the implementation of distillation answers has revolutionized the purification of drugs and pharmaceutical compounds. By using advanced distillation techniques, pharmaceutical companies are now able to achieve higher levels of purity and remove even the smallest impurities from their products.
This improved purification process has resulted in safer and more effective pharmaceutical products. The distillation answers have also allowed for increased production capacity, enabling pharmaceutical companies to meet the growing demand for their products.
Conclusion
The case studies presented above highlight the successful implementation of distillation answers in various industries. The optimization of distillation processes has led to significant improvements in energy efficiency, product quality, and overall operational performance.
By harnessing the power of distillation answers, companies are able to stay ahead of the competition, reduce costs, and meet stringent industry regulations. As technologies continue to advance, it is expected that distillation answers will play an increasingly crucial role in the success of industrial processes.